

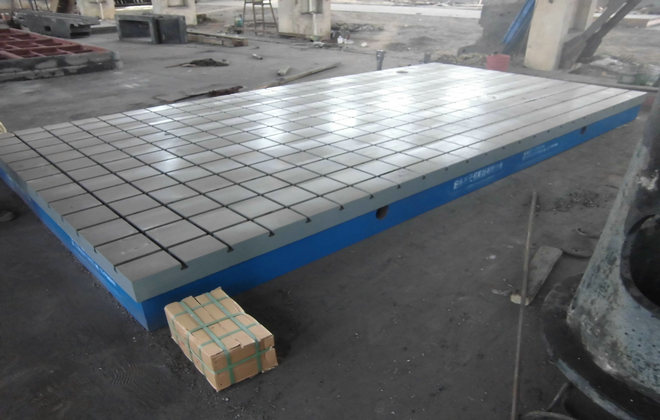
我们河北泊头是铸造之乡,数年来一直传承着的铸造工艺,不管是哪个地方的客户,只要购买铸造产品首先想到的肯定是我们河北泊头,而T型槽焊接平台是我们行业销售卖的非常火爆的产品,T型槽焊接平台以高强度铸铁HT200-300,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。铸造一个优质的T型槽焊接平台不能只是材质好,而铸造工艺也是非常重要的。就比方说我们做饭,同样的食材,同样的原料,在你做的时候火候不同,煮出来的东西口感绝对是不一样的,所以同意T型槽焊接平台在铸造的时候也是一样。
T型槽焊接平台铸造工艺如下讲述
清理T型槽焊接平台毛坯铸件的过程,通过以下环节控制,使焊接T型槽平台铸件成为合格产品,要求每个过程相互配合,相互协调,只有注重细节才能较好的控制和提高每个过程的质量,才能保证铸铁平台铸件的质量,从而生产更高质量的产品。
第一步-落砂:T型槽装配焊接平台铸件毛坡必须经过充分冷却才能扒出铸型,一般要求不小于3h。如果时间过短,会发生表面激冷而使硬度较高造成切削困难。T型槽装配焊接平台铸件较大时可能会产生热裂、铸铁平台铸件内应力较大,易造成变形而影响T型槽装配焊接平台铸件外形尺寸。
第二步-清砂:要获得表面光洁度好的T型槽装配焊接平台铸件,小规格毛坯铸件可以通过清理滚筒去除表面的砂子。大规格T型槽装配焊接平台毛坡铸件进行抛丸处理去除表面的砂子。非加工表面的粘砂必须清理干净,以防止在装入成品内运动时脱落后进入轴承室内,对轴承的使用造成不良影响。
第三步-时效处理:一般的T型槽装配焊接平台铸件都要进行时效处理,以减小T型槽装配焊接平台铸件内应力获得良好的性能。
第四步-检验过程的控制:通过检验反应T型槽装配焊接平台铸件的缺陷,查找并分析原因,及时采取措施,以减少量具铸件缺陷的产生。